
In the world of toolmaking, a fundamental asymmetry exists: it is relatively easy and cheap to remove steel from a mold, but immensely difficult to add it back. We're talking about the classic struggle of Grind vs. Weld. (You all know where I'm going with this, right? 😅)
Consider a plastic part with an internal surface that needs to perfectly mate and slide onto another component. If the mold's core (the part of the steel that forms that internal surface) is machined too big, the resulting plastic part will never fit and mate with the next.
To fix that extra material tolerance, the toolmaker has to add steel back to the core to make it thicker. This is where things get messy.
You have to laser-weld new material onto the H13 tool steel and then re-machine it. That welding process introduces extreme thermal shock, messes with the steel's metallurgy, creates random "hard spots," and can even destroy those expensive conformal cooling channels hidden inside. ☠️
The "Steel-Safe" Strategy
This is why we use the Steel-Safe approach. Instead of aiming for the perfect dimension on day one, we intentionally design the tool for a predictable outcome.
We design our part slightly oversized or with a loose tolerance (leaving extra space on the mating surfaces). When the first plastic parts come off the tool, the internal surface will be slightly too small or the tolerance slightly looser than required.
This is exactly what we want! During the "grooming" phase, the toolmaker just takes that core, puts it back in the grinder, and zaps away a few microns of steel (sometimes this can be even done by hand without any extra machining cost). It's fast, it's precise, and it keeps the steel healthy. No welding, no stress. 🙂
🏆 The Golden Rule
The golden rule of precision molding is simple: Always maximize metal and minimize plastic during the first cut.
By staying "steel-safe," you turn a high-stakes gamble into a simple fine-tuning process. You get that perfect 10.54 ±0.1 mm fit without the gray hairs. 🛠️✨
The T0 Trial Reality
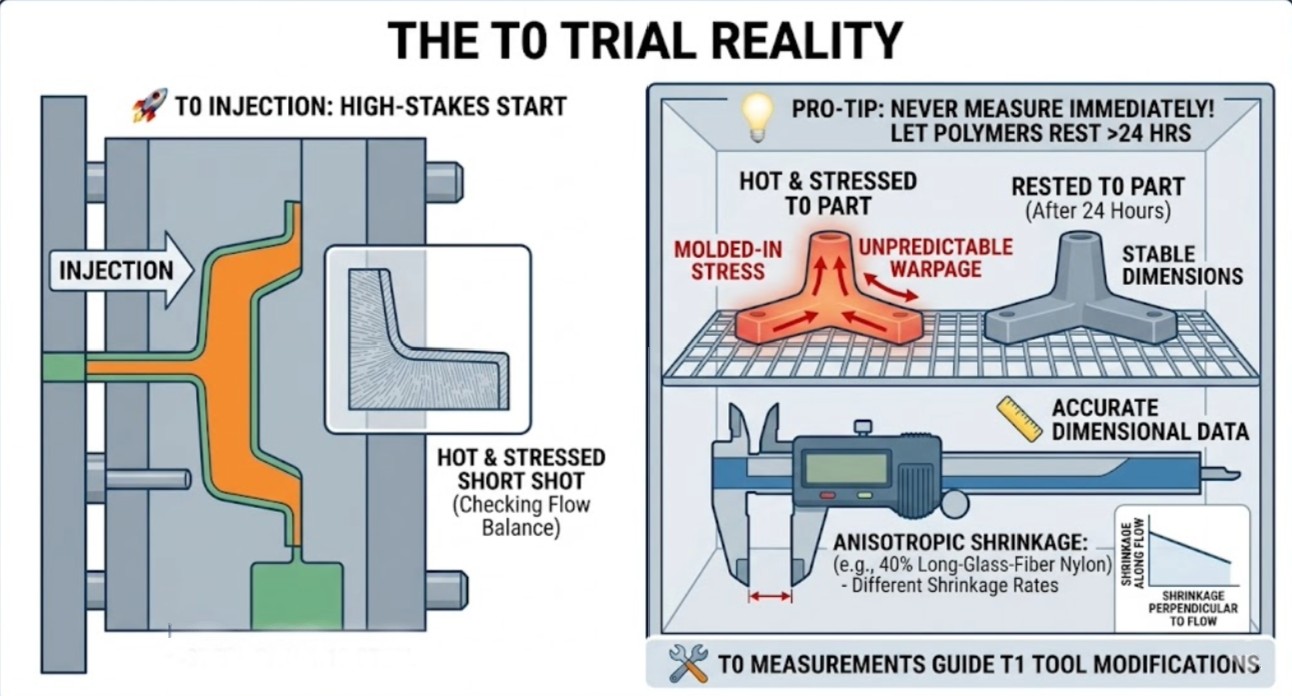
The execution of the Steel-Safe strategy all leads up to the T0 trial. The high-stakes moment when plastic is injected into your newly cut mold for the very first time. 🚀
Unlike the instant gratification of 3D printing (Works as it looks on 3D), a T0 trial is a lesson in patience.
When those first "short shots" (intentionally unfilled parts used to check flow balance) and fully packed parts hit the bin, they are screaming hot and riddled with molded-in stress.
💡 Pro Tip: Here is an industry secret—never measure parts immediately after they pop off the tool. Plastic isn't a static material; it undergoes significant stress relaxation and volumetric shrinkage as it cools. Ask your supplier to follow this practice as it is surprisingly ignored.
You need to let those parts rest in a temperature-controlled room for at least 24 hours. Only after the polymer chains have finally stopped dancing can you get accurate CMM (Coordinate Measuring Machine) data. 📏
At this stage, the team looks at the dimensional "damage" caused by warpage and anisotropic shrinkage. If you're working with high-performance materials like 40% long-glass-fiber Nylon, the part will shrink differently along the flow front than it does perpendicular to it. It's a nightmare to predict.
By intentionally cutting the tool Steel-Safe (leaving an extra 1.0 mm to 1.5 mm on critical lengths), you can measure the real warpage at T0 and then machine the exact compensation profile into the steel for the T1 trial. This iterative grinding process saves tools that would otherwise end up as very expensive scrap metal. 🛠️
Master Advice: Designing for Adjustability 🧠
The nightmare of welding is why experienced designers treat high-precision surfaces with extreme caution. By going Steel-Safe, you guarantee your first sample results in a "tight" fit. From there, you just grind away a few microns of steel to reach perfection.
But for circular features or high-wear areas, there's an even more elegant move than grinding the main block: Modular Inserts.
Instead of machining a critical feature or pin directly into a massive, expensive cavity block, you design it as a separate, replaceable insert. This gives you two massive wins:
🧠 Modular Insert Advantages
- Easy Correction: If a pin or feature is out of tolerance, you don't touch the mold. You just swap the insert for a new one machined to the correct dimension.
- Rapid Maintenance: Long, thin pins love to bend or break. With an insert, you're looking at a five-minute swap instead of a week-long tool repair.
📝 Note: This isn't just for pins! You can use this for any complex feature. By smartly using inserts from the start, you can swap out different geometries or fits in the future without ever having to re-tool the entire cavity. It's the ultimate "future-proof" engineering move. 💎

By mastering the Steel-Safe philosophy and understanding the realities of the T0 trial, you transform injection molding from a high-stakes gamble into a disciplined, iterative engineering process, where every first shot brings you closer to perfection.