
A practical guide for engineers and product designers navigating material selection, cost trade-offs, and in-process scrap recovery
Material cost is almost always the first number quoted in a part cost breakdown — but it is rarely the whole story. This chapter unpacks what you actually pay for the plastic going into your injection-molded parts, how different engineering polymers compare on both price and recyclability, and why the runners and sprues that fall off your mold every cycle deserve a line item of their own.
For engineers and buyers who source injection-molded components, the headline price per kilogram of resin is just the starting point. The material you choose, the process you run, and what you do with the leftovers together determine your true material cost — and your environmental footprint. Let's walk through each layer.
1. Average Market Prices: Virgin vs. Recycled Resin
The eight materials below represent the vast majority of engineering-plastic injection molding by volume. Virgin grades are the baseline; recycled (post-industrial and post-consumer) grades trade at a discount relative to virgin but this gap has narrowed considerably in recent years as demand for certified recycled content has grown and processing costs have risen.

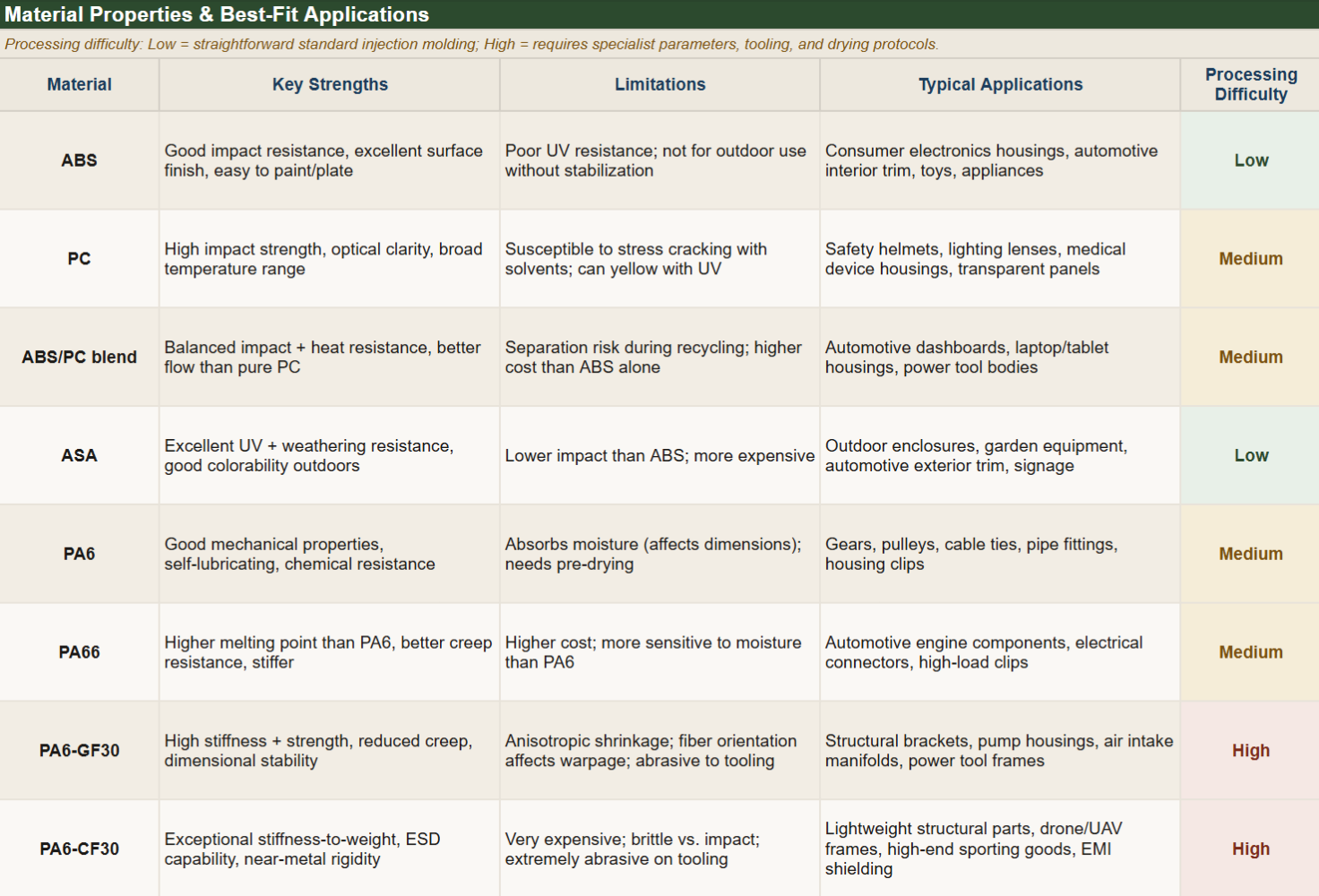
2. Material Properties & Best-Fit Applications

3. Cost Difference Between Materials and Why Percentages Can Mislead
The table below compares the approximate virgin-grade price of each material relative to the cheapest option (ABS at ~€2.50/kg), so you can quickly see the cost step-up for each upgrade in material performance.
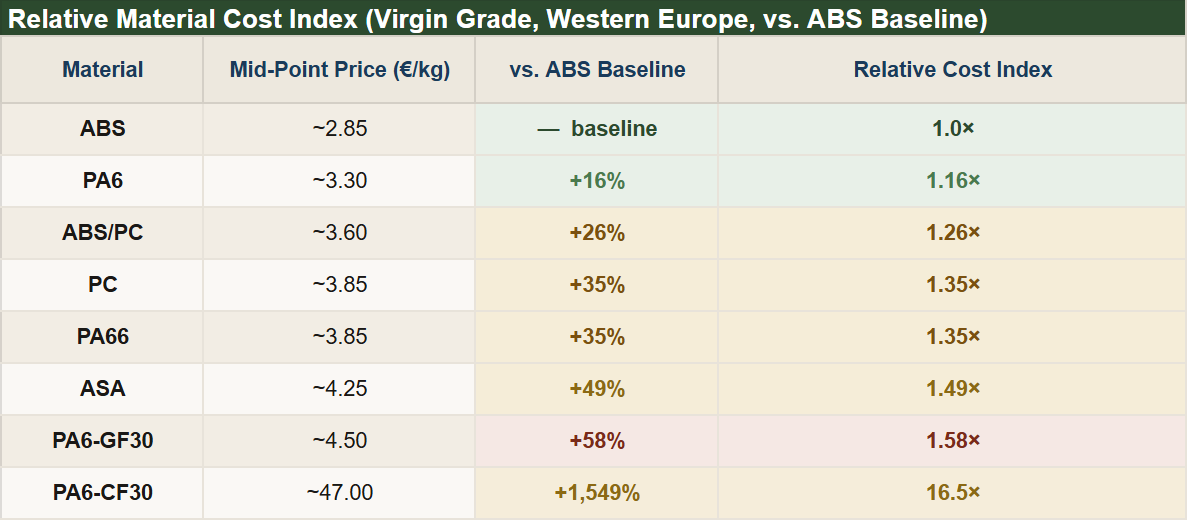
Mid-point of virgin price range used. Note: % differences apply to material cost per kg — always evaluate impact at the final part level, not per kg.
⚠️ Important perspective on percentage comparisons
Percentage differences in material cost can feel alarming at a glance; a 50% more expensive resin sounds like a big problem. But these numbers only mean something in the context of your actual part cost. If your part weighs 5 grams and costs €0.20 to produce, switching from ABS to ASA (roughly 49% more expensive per kg) adds approximately €0.01 to the material cost of that part. The total part cost might go from €0.20 to €0.21, not from €0.20 to €0.30.
The decision to use a better material should be made on the basis of what it does to the final part cost, not on a headline percentage. A material that is 40% more expensive per kilogram but prevents field failures, eliminates a coating step, or opens up a higher-value market segment can easily pay for itself many times over. Run the numbers at the part level — not the material level.
4. The Overlooked Material Stream: Runners, Sprues & Cold-Runner Waste
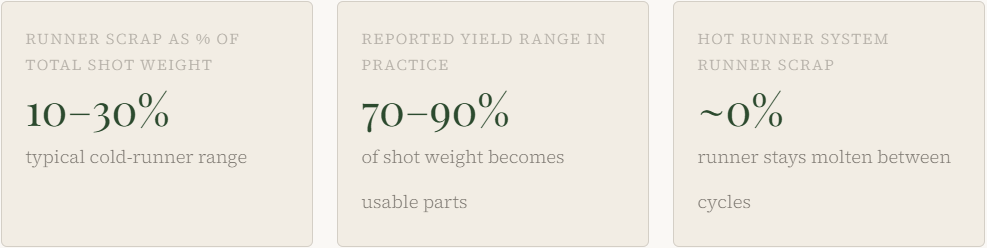
Here is a cost element that many part cost calculations treat as zero — or simply forget to account for at all. Every cold-runner injection mold produces a physical structure of solidified plastic at the end of each cycle that is not your finished part. This is the runner system.
How the runner system works
When molten plastic is injected into the mold, it travels from the machine nozzle through a sprue (the main vertical feed channel), then through a network of runners (horizontal distribution channels), and finally through small gates into each cavity where your part is actually formed. In a cold-runner mold, the entire plastic in this feed network solidifies every cycle along with the parts. When the mold opens, this solidified runner tree ejects along with the parts and must be separated.
⚠️ An Important Note on how runners actually work and the common misconception
There is a subtlety worth clarifying here. The phrase "we have several cavities so we will have several runners injecting leftover material together with the parts" describes the outcome correctly, but the mechanism is slightly different from how it might sound.
In a multi-cavity mold, there is typically one shot of plastic injected per cycle. That single shot fills the runner network and all the cavities simultaneously; it is one continuous, connected flow of material. The runner tree does not separate injections, feeding each cavity independently; it is one branching distribution system that splits the single shot of material toward all cavities at once.
So what ejects as "leftover" is the entire solidified runner tree — one interconnected piece containing the main sprue, all the branch runners, and the gates — which can be a significant mass of material, especially in a large multi-cavity family mold or when running large parts with long runner paths. In some designs, the runner weight can approach or even exceed the combined weight of the parts themselves. That is the real insight: it is not that extra material is injected — it is that a substantial fraction of every shot never becomes a finished part.
The practical implication is straightforward but easy to miss in cost models: you are buying and melting material for your parts, but you are also buying and melting material for your runner system, every single shot. If your part weighs 20 g and your runner weighs 6 g, your actual material consumption is 26 g per part — but a naive cost model based only on part weight underestimates material cost by nearly 30%.
Hot-runner systems eliminate this by keeping the plastic in the runner channels in a molten state between cycles — the material never solidifies and never ejects. This adds tooling cost (electric heaters, temperature controllers, manifold machining) but typically pays back at volume through material savings and shorter cycle times.
6. The Good News: Runner Scrap Is Highly Recyclable
Unlike post-consumer plastic waste — which is contaminated, mixed, and degraded — the runner scrap produced in injection molding is pre-consumer, single-material, known-grade plastic with zero contamination. This makes it one of the cleanest recyclable streams in manufacturing. In most operations, runners can be granulated on-site and blended back into the process. But the degree to which this is practical — and the care required — varies significantly by material.
Recyclability by material type
Every time plastic passes through the barrel of an injection molding machine, it experiences a "heat history" exposure to heat, shear, and potentially moisture or oxygen. Regrind already carries one heat history from the original molding. A blend of 20% regrind means 20% of your material has been through the machine twice. After many production cycles, the circulating regrind contains plastic that has been through the barrel many times over. The blend is not simply "20% twice-processed." This cumulative effect must be managed through regular quality checks and periodic purging of the regrind stock.
Key Takeaways
Material cost in injection molding is a multi-layer problem. The price per kilogram of resin is just the start — the true material cost includes what you inject into runners that never become parts, and whether you are recovering that value through regrind or losing it to the waste bin.
Recycled and regrind plastics are genuinely viable for most engineering applications when handled correctly. The materials most commonly processed in injection molding ABS, PA6, PA66, and PC, all have well-established recycling pathways and can tolerate meaningful regrind ratios without compromising part performance. The glass- and carbon-fiber reinforced grades require more care, but even these can be partially recycled in-process with the right controls.
Finally, when someone tells you a "premium" material is 40% more expensive than the standard option, ask them what that means at the part level. Often, the answer is a few cents. Make material decisions on part economics and application requirements — not on raw percentage numbers.