A "straight-pull" mold is the most robust and cost-effective tooling strategy. But modern product design rarely allows for that simplicity. Complex geometries demand undercuts, recesses, side-holes, or snap-fit clips that prevent the part from ejecting cleanly. Resolving undercuts turns the mold from a static block of steel into a kinematic machine — and understanding the options will save you from both over-engineering and expensive surprises.
First, ask whether you actually need to resolve it
Before designing any slider mechanism, run through this checklist:
- Can you reorient the part? Many undercuts disappear by rotating the mold direction 90°. This is always the right first move.
- Can you split the part? Two simpler parts assembled post-molding often beat one complex mold.
- Can you use a living hinge or snap feature that opens during ejection? Some "undercuts" are not true undercuts — flexible plastic clears shallow features naturally.
If none of those work, then you move to mechanical solutions. In that order.
The most common mechanism: the Cam Pin Slider (Angle Pin Slider)
This is what 80%+ of sliders in real tooling look like. When your supplier says "we need a slider," this is almost certainly what they mean.
A hardened steel pin is mounted at an angle on the stationary mold half. As the mold opens, the pin drives a sliding block laterally — clearing the undercut before ejection. When the mold closes, the pin returns the slider to the molding position and a heel block (wedge block) locks it against injection pressure.
Typical cam pin angles:
- 15°–20° — the most common range. Good balance between lateral travel and side-load force on the pin.
- Avoid going below 12° — the mechanical advantage becomes poor, and you risk the slider not retracting cleanly.
- Avoid going above 25° — the bending stress on the pin increases sharply, especially on longer pins. Above 25° you're shortening tool life.
A rule of thumb: for every 1° of pin angle, you get roughly 1.75% of the mold opening stroke as lateral travel. A 20° pin on a mold that opens 60mm gives you approximately 22mm of slider pull.
A note for low-volume (<10–20k parts): A well-designed small cam pin slider adds roughly €150–400 to tooling cost. That is almost always cheaper than the engineering hours spent redesigning the part to avoid it. Do not fear small sliders.
💡 Pro Tip: The heel block is not optional engineering — it is what prevents flash at injection pressure. If a supplier sends you a mold design without a proper heel block on a loaded slider, reject it.
Less common but worth knowing: Lifters
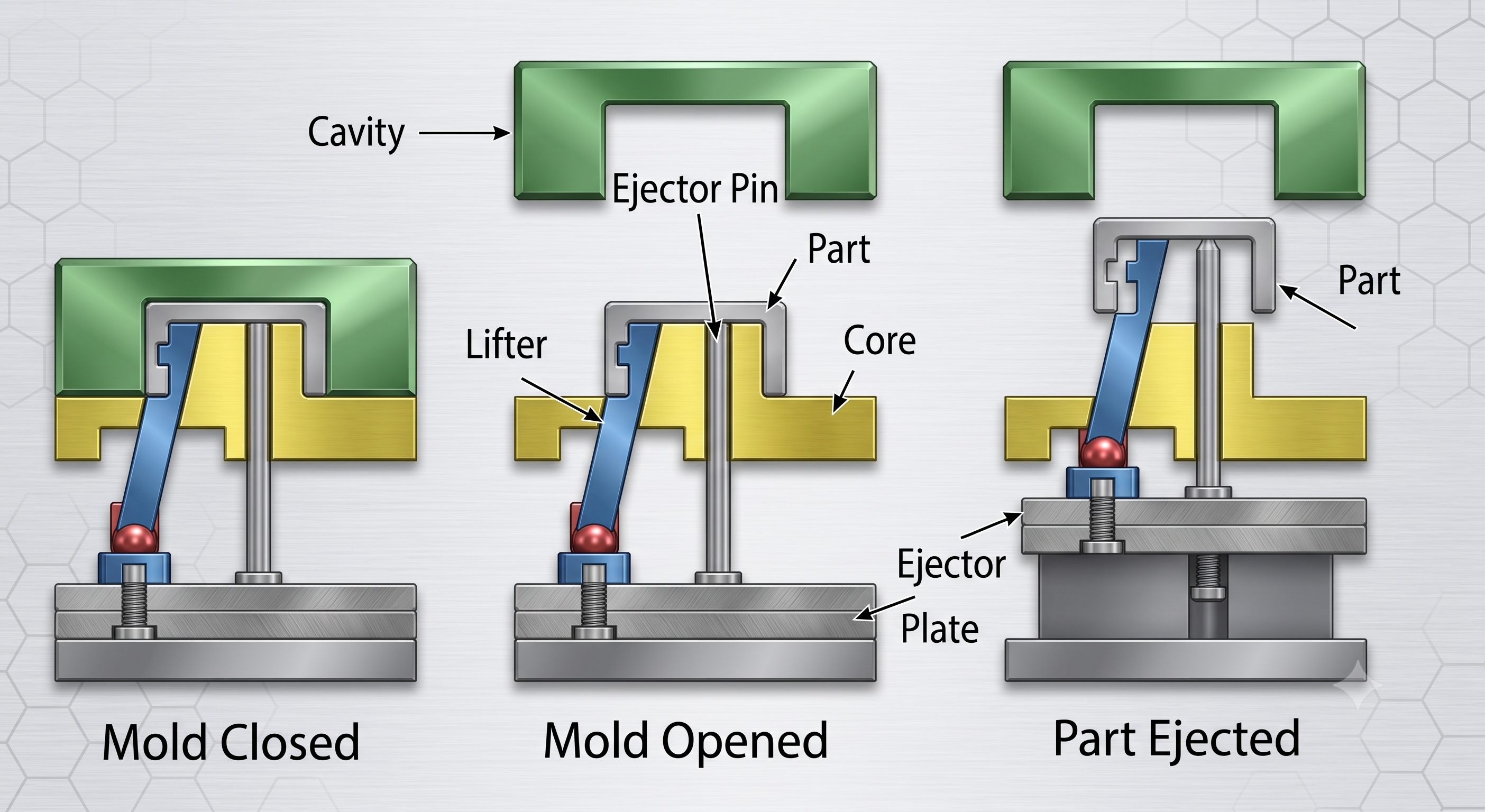
Lifters resolve internal undercuts — features on the inside of a part that would otherwise lock onto the core. Think of internal snap hooks, recessed ribs, or through-holes that aren't aligned with the pull direction.
Unlike sliders which move horizontally, lifters travel at an angle during ejection — simultaneously pushing the part off the core while moving sideways to clear the internal undercut. They're mechanically elegant but harder to maintain, because they live inside the moving half and accumulate wear at the contact interface.
For your volume range (sub-20k parts): if an internal undercut is small and the plastic is flexible enough, ask your toolmaker about natural ejection first. A 2–3° taper on a flexible PP feature often allows it to pop off without a lifter at all.
When mechanical cam pins aren't enough: Hydraulic Core Pulls
Cam pins have a stroke ceiling. On a 20° pin, a 100mm long pin gives you roughly 35mm of lateral travel before bending becomes a concern. If your undercut requires more pull than that — or if a core must retract before the mold halves separate (to avoid dragging) — you need a hydraulic cylinder.
Hydraulics give you precise, programmable stroke control. The cost is real though: higher tooling cost, more complex maintenance, and the ever-present risk of hydraulic fluid contaminating cosmetic surfaces.
For sub-10k parts, hydraulics are rarely justified unless the geometry is genuinely unbuildable any other way. If a supplier quotes hydraulics on a part your team could re-DFM, push back.
The low-volume escape hatch: Handloads
For prototyping or very low volume runs (typically <1,000–2,000 parts), handloads are a legitimate tool. A loose steel or aluminum insert is placed manually into the open cavity. The mold closes, plastic encapsulates it, and the operator pulls it out by hand after ejection.
The honest math on handloads:
- You save €5,000–30,000 on tooling.
- You add €0.50–3.00 per part in labor (depending on geography — China vs. Europe is a 4–8x difference here).
- At 500 parts: handloads win.
- At 5,000 parts: run the numbers carefully.
- At 15,000 parts: you've almost certainly paid more in labor than the slider would have cost.
⚠️ Consideration: Not all toolmakers accept handloads on transferred molds. If there's any chance your production will move facilities, document the handload requirement explicitly in the tool specification. Discovering this at transfer time is an expensive surprise.
The slider you will rarely need at your volumes: Slider-Activating-Sliders
These are included for completeness, but you won't encounter them below 20k parts unless you're working on extremely complex consumer electronics or automotive connectors. If a supplier proposes one for a startup product, that is a signal to go back to DFM before accepting the tooling cost.
Quick decision guide
| Situation | Recommended approach |
|---|---|
| External undercut, pull <25mm | Cam pin slider, 15°–20° angle |
| External undercut, pull >40mm | Hydraulic core pull |
| Internal undercut, flexible plastic | Natural ejection — test first |
| Internal undercut, rigid plastic | Lifter |
| Volume <1,000, complex geometry | Handload |
| Volume 1,000–5,000 | Run the handload vs. slider cost math |
| Volume >5,000 | Build the slider |